-

衡水宸煦玻璃钢制品有限公司
主营:玻璃钢格栅,玻璃钢盖板,玻璃钢化粪池 - 15533182590

衡水宸煦玻璃钢制品有限公司
主营:玻璃钢格栅,玻璃钢盖板,玻璃钢化粪池 6
6
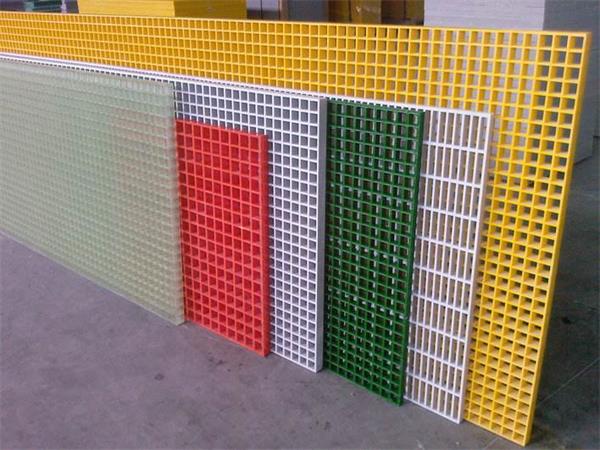
拉挤成型典型工艺流程为:玻璃纤维粗纱排布——浸胶——预成型——挤压模塑及固化——牵引——切割——制品 玻璃钢格栅拉挤工艺主要原料: 树脂 玻璃纤维(无捻粗纱,表面毡,方格布等) 固化剂(TBPB/BPO等中高温固化剂和过氧化甲乙酮等低温固化剂) 填料(碳酸钙,氢氧化铝,玻璃微珠等) 脱模剂,低收缩剂等助剂 --玻璃钢格栅拉挤成型设备组成 1、增强材料传送系统:如纱架、毡铺展装置、纱孔等。 2、树脂浸渍:直槽浸渍法较常用,在整个浸渍过程中,纤维和毡排列应十分整齐。 3、预成型:浸渍过的增强材料穿过预成型装置,以连续方式谨慎地传递,以便确保它们的相对位置,逐渐接近制品的较终形状,并挤出多余的树脂,然后再进入模具,进行成型固化。 4、模具:模具是在系统确定的条件下进行设计的。根据树脂固化放热曲线及物料与模具的摩擦性能,将模具分成三个不同的加热区,其温度由树脂系统的性能确定。模具是拉挤成型工艺中较关键的部分,典型模具的长度范围在0.6~1.2m之间。 5、牵引装置:牵引装置本身可以是一个履带型拉出器或两个往复运动的夹持装置,以便确保连续运动。 6、切割装置:型材由一个自动同步移动的切割锯按需要的长度